As manufacturing technology evolves, more options become available for managing the increasing complexity of today’s supply chains. This paper provides guidance for evaluating your supply chain processes and how you compare to others on the technology spectrum. Learn why and how more demand-driven manufacturers are establishing a supply chain planning system of record to synchronize activities throughout their supply chain to improve production flow. Real-world examples are provided on how manufacturers are applying technologies to better optimize and visualize their supply chains.
Author: David Dehne
-

5 Keys to Manufacturing Transformation

Almost every manufacturer we talk to these days is in the process of implementing (or planning to implement) some sort of change in the way they approach operations: Theory of Constraints (TOC), Lean, Six Sigma, just to name a few. Our focus on demand-driven manufacturing tools and applications has given us a front-row seat to their efforts.
Related post: Is Demand Manufacturing Lean?
While the devil may be in the details, the most successful initiatives all have a few high-level elements in common:
 #1 Strong Executive Sponsorship. Executive sponsorship needs to be more than simply signing the invoices. CEO, CFO, COO…everyone in the C-Suite needs to show an understanding of the goals of the effort and what it’s going to take to reach those goals. While they don’t necessarily have to paint a happy face on the change required, they must take a “no turning back” attitude when talking to the troops, some of whom might be in a position to sabotage the initiative either knowingly or unknowingly.
#1 Strong Executive Sponsorship. Executive sponsorship needs to be more than simply signing the invoices. CEO, CFO, COO…everyone in the C-Suite needs to show an understanding of the goals of the effort and what it’s going to take to reach those goals. While they don’t necessarily have to paint a happy face on the change required, they must take a “no turning back” attitude when talking to the troops, some of whom might be in a position to sabotage the initiative either knowingly or unknowingly. #2 Clear Objectives and Governance. Everyone in the organization must understand the goals of the project and why it is important to the organization. This is especially true of team leads and departmental heads who may not be executive sponsors, but who will be instrumental in ensuring change happens at the execution level. Having strong executive sponsors can help ensure that the objectives of the program are communicated clearly and that the initiative has that next level of support.
#2 Clear Objectives and Governance. Everyone in the organization must understand the goals of the project and why it is important to the organization. This is especially true of team leads and departmental heads who may not be executive sponsors, but who will be instrumental in ensuring change happens at the execution level. Having strong executive sponsors can help ensure that the objectives of the program are communicated clearly and that the initiative has that next level of support. #3 Understandable KPIs. KPIs must be measurable and actionable. They must also be understandable. This is easier said than done as some long-time KPIs will need to be replaced with KPIs that may not make as much sense to someone who’s not yet been introduced to the new philosophy. For example, when implementing Theory of Constraints, efficiency no longer matters except at the constraint. To the individual who is always been measured by how much they produce, this can be a disconcerting concept.
#3 Understandable KPIs. KPIs must be measurable and actionable. They must also be understandable. This is easier said than done as some long-time KPIs will need to be replaced with KPIs that may not make as much sense to someone who’s not yet been introduced to the new philosophy. For example, when implementing Theory of Constraints, efficiency no longer matters except at the constraint. To the individual who is always been measured by how much they produce, this can be a disconcerting concept.Related Video: Manage Manufacturing Constraints and Optimize Production Flow
 #4 Early Training. To head off misunderstandings and speed up the adoption of new concepts, project leads and those responsible for ensuring execution need to be trained early and thoroughly. This includes not only the what but also the why as they need to be prepared to provide full-throated support when the initiative is rolled out. Training should also be offered to individual workers, especially when new processes need to be followed, but that training should be targeted and focused.
#4 Early Training. To head off misunderstandings and speed up the adoption of new concepts, project leads and those responsible for ensuring execution need to be trained early and thoroughly. This includes not only the what but also the why as they need to be prepared to provide full-throated support when the initiative is rolled out. Training should also be offered to individual workers, especially when new processes need to be followed, but that training should be targeted and focused. #5 Change Management. Many of the elements we’ve covered so far are part of any successful change management program, so if you’ve covered these bases, you’ve made a good start. However, the most successful manufacturers understand that change is more a fact of life than it ever has been, and they make change management as much a “center of excellence” in their organization as whatever initiative they’re hoping to implement.
#5 Change Management. Many of the elements we’ve covered so far are part of any successful change management program, so if you’ve covered these bases, you’ve made a good start. However, the most successful manufacturers understand that change is more a fact of life than it ever has been, and they make change management as much a “center of excellence” in their organization as whatever initiative they’re hoping to implement.Now it’s your turn. I’d love to hear your stories about change and how you have worked to ensure the success of transformative initiatives in your organization. What challenges did you overcome? What best practices did you develop along the way? Add your thoughts below!
-
The Changing Role of ERP in Modern Demand-Driven Manufacturing
The Changing Role of ERP in Modern Demand-Driven Manufacturing
Synchrono® finds more manufacturers are looking for agile, demand-based manufacturing software to work with their ERP system…MORE
-

It’s Time to Revisit Vendor Managed Inventory

A few decades ago, Vendor Managed Inventory (VMI) was a hot topic. Many manufacturers saw it as a way to reduce inventory levels and costs. If they could get their suppliers to maintain ownership of raw materials or subcontracted components until consumed, inventory levels would naturally drop—on paper anyway. Because they were giving most, or all of their business to one supplier, they were also in a position to negotiate better terms. For the supplier, VMI was a win, too, because it allowed them to lock in the manufacturer’s business.
But VMI came with inherent risks to both the manufacturer and the supplier. On the supplier’s side of the equation, the risk lay in the manufacturer’s ability to forecast demand. Unless the contract between manufacturer and supplier had some sort of “shared responsibility” clause, the manufacturer had no incentive to minimize actual inventory levels. Safety stock and reorder point levels could be set high, with minimal risk. And if the forecast was overstated, the manufacturer didn’t need to worry about excess vendor-managed raw material or contracted-components inventory.

From the manufacturer’s point of view, the risk lay primarily in the reliability of the supplier. If the supplier didn’t hold up their end of the bargain or a shipment had material defects, the manufacturer risked a material shortage and significant production delays. While these problems could occur with any supplier, one of the visions of VMI was to reduce the headaches that come from managing supplier issues.
As a result, many manufacturers limited their use of VMI to Class C items that were relatively inexpensive and easily sourced. That way, high safety stock levels didn’t impact their balance sheet much, and supplier reliability issues had a minimal impact on production schedules.
Demand-Driven Manufacturing Technology Makes VMI Easier
The technologies our customers use to manage their internal Demand-Driven Manufacturing initiatives have the added benefit of making VMI feasible once again. Electronic Kanban (eKanban) software is a classic example.
Most readers of this blog are probably familiar with Kanban. They are the automated replenishment signals that are so vital to Lean and Demand-Driven Manufacturing environments. Kanban comes in multiple flavors such as the manufacturing Kanban that signals the need for internal replenishment of materials; the supplier Kanban that initiates replenishment from external suppliers or outsourced manufacturers; and a customer Kanban signals from the customer to the manufacturer for finished goods or repl
 acement parts. Often tugger routes are introduced into the process to deliver materials as needed (regularly or on demand pull) from the warehouse to point of use.
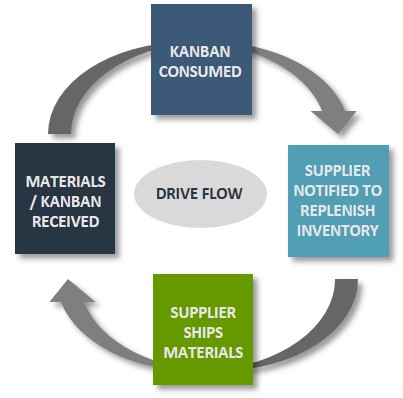
acement parts. Often tugger routes are introduced into the process to deliver materials as needed (regularly or on demand pull) from the warehouse to point of use.The eKanban system enables real-time, electronic signaling. As materials are received into inventory, they are scanned into the system – and, they are scanned again when consumed. Upon consumption of a Kanban, a signal is sent to a supplier or contract manufacturer, bypassing the standard procurement process and shortening cycle times.
Demand-Driven Manufacturing Reduces the Risk of VMI
OK, so eKanban can make VMI more functionally feasible and efficient than it was twenty years ago, but what about the risks inherent in VMI?
That’s where Demand-Driven Manufacturing comes in.
Technically, implementing Kanban replenishment signals doesn’t automatically qualify your approach as Demand-Driven Manufacturing. You could be in a traditional manufacturing environment using reorder point planning (ROP) to trigger replenishment. For example, your bin sizes are based on ROP calculations that have little to do with actual demand. Since the signal comes from downstream consumption, some would consider this to be pull manufacturing, but it is not in the same way that Lean or Demand Driven environments consider “pull”. Pull is getting close to the actual demand signal; the more inflated the bin sizes, the further the process is from pull – and the larger the bullwhip the process will create.

In true pull-based or Demand-Driven Manufacturing, replenishment is based on actual demand or consumption. (And some buffer stock which we talked about here.) Projected and actual demand, demand variability, and supplier reliability are monitored and inventory is right-sized to meet these specific attributes of the item. The allows Demand-Driven manufacturers to continually adjust their Kanban Loop sizes so they are always in alignment with demand, supply expectations and actuals. As variability is removed and lead-times are reduced, the Kanban Loop adjusts to become one step closer to demand.
Demand-Driven Manufacturing makes VMI far more attractive for your suppliers. They understand that the signals they receive for replenishment aren’t based on some pie-in-the-sky forecast that will leave them sitting on tons of materials in the supply chain that they will eventually have to write off. And, it puts you in a better position to negotiate the kinds of service levels agreements (SLAs) you need to reduce the risks associated with supplier variability.
If you’d like to learn more about eKanban, here are a few additional resources:
White Paper: Gaining Control: Exploring Push vs. Pull Manufacturing
Article: Moving From a Manual to an eKanban System
Case Study: Continuous Improvement Immersion Plus the Right Tools Proves Profitable for Dynisco
-
Peace on Earth and Goodwill Between Sales and Production
 The decorations. The music. The food. The holiday season is a time of cheer and goodwill for many people. Nevertheless, there are two groups who may find each other especially trying this time of year: sales and production. That’s because this isn’t just the holiday season; it’s also the end of the fiscal year for many organizations. While everyone else has visions of sugarplums dancing in their heads, sales has a vision of only one thing: making quota.
The decorations. The music. The food. The holiday season is a time of cheer and goodwill for many people. Nevertheless, there are two groups who may find each other especially trying this time of year: sales and production. That’s because this isn’t just the holiday season; it’s also the end of the fiscal year for many organizations. While everyone else has visions of sugarplums dancing in their heads, sales has a vision of only one thing: making quota.‘Tis the Season
It’s common knowledge that not every salesperson reaches their quota, but what you may not know is that that’s by design. Sales management theory suggests that 60 to 70% of people making quota is about right. Higher than that and you’ve set quotas too low.
Unfortunately, sales managers don’t always care about sales management theory. Their compensation is based off making their collective quota. If only 60% of their people make quota, they probably won’t be taking that extended family vacation this year. The actual number of reps hitting quota in most organizations is closer to 50%, which puts even more pressure on sales managers and their direct reports. In the heat of the moment, salespeople often make promises, such as faster delivery dates, without having all the information.
Demand-Driven Manufacturing Puts the “Happy” Back in the New Year
When I talk with salespeople, many of them tell me they don’t like the end of year situation any more than their counterparts in production. The problem is that everything happens so quickly, the customer is playing hardball (buyers know they have the upper hand this time of year), and the rep needs to close the business.

It’s time to break out of the vicious cycle that happens every December and often enough throughout the year as well. To do so, we need to look at the underlying causes – not counting the tremendous pressure on sales to make quota, which we’ve already covered and isn’t going to change. Instead, we’ll focus on what’s in our control:
- Many ERP manufacturing systems only consider material availability, not available capacity.
- Sales doesn’t have visibility into what’s possible.
- Adjusting production schedules to accommodate orders is time-consuming and often creates more problems than it solves.
SyncManufacturingTM can solve these challenges. The software’s Capable-to-Promise Date (CTPD) functionality looks not only at material availability, but also at capacity. What-if analyses can be performed to determine realistic delivery dates, given the current production load. This helps sales avoid the mistake of over-promising, and it gives them an advantage. They don’t have to turn away business that they could accept if only they had visibility into what was possible.
It’s worth noting that this frees up production planners as well. They’re no longer responding to urgent requests from sales asking for shorter delivery times or readjusting schedules to accommodate
 sales already made. When an order is accepted, the scheduling engine in SyncManufacturing automatically adjusts the production schedule, improving asset utilization and minimizing lead times for all orders.
sales already made. When an order is accepted, the scheduling engine in SyncManufacturing automatically adjusts the production schedule, improving asset utilization and minimizing lead times for all orders.Sales and Production are just two groups that benefit from applying Demand-Driven Manufacturing principles. If you’d like to learn more about the enterprise-wide benefits, download: The Enterprise-wide Impact of Synchronized Planning, Scheduling, and Production Execution.
-

Video: The 3 Key Strategies Driving Modern Demand-Driven Manufacturing
Video: The 3 Key Strategies Driving Modern Demand-Driven Manufacturing









“test”