
A few decades ago, Vendor Managed Inventory (VMI) was a hot topic. Many manufacturers saw it as a way to reduce inventory levels and costs. If they could get their suppliers to maintain ownership of raw materials or subcontracted components until consumed, inventory levels would naturally drop—on paper anyway. Because they were giving most, or all of their business to one supplier, they were also in a position to negotiate better terms. For the supplier, VMI was a win, too, because it allowed them to lock in the manufacturer’s business.
But VMI came with inherent risks to both the manufacturer and the supplier. On the supplier’s side of the equation, the risk lay in the manufacturer’s ability to forecast demand. Unless the contract between manufacturer and supplier had some sort of “shared responsibility” clause, the manufacturer had no incentive to minimize actual inventory levels. Safety stock and reorder point levels could be set high, with minimal risk. And if the forecast was overstated, the manufacturer didn’t need to worry about excess vendor-managed raw material or contracted-components inventory.

From the manufacturer’s point of view, the risk lay primarily in the reliability of the supplier. If the supplier didn’t hold up their end of the bargain or a shipment had material defects, the manufacturer risked a material shortage and significant production delays. While these problems could occur with any supplier, one of the visions of VMI was to reduce the headaches that come from managing supplier issues.
As a result, many manufacturers limited their use of VMI to Class C items that were relatively inexpensive and easily sourced. That way, high safety stock levels didn’t impact their balance sheet much, and supplier reliability issues had a minimal impact on production schedules.
Demand-Driven Manufacturing Technology Makes VMI Easier
The technologies our customers use to manage their internal Demand-Driven Manufacturing initiatives have the added benefit of making VMI feasible once again. Electronic Kanban (eKanban) software is a classic example.
Most readers of this blog are probably familiar with Kanban. They are the automated replenishment signals that are so vital to Lean and Demand-Driven Manufacturing environments. Kanban comes in multiple flavors such as the manufacturing Kanban that signals the need for internal replenishment of materials; the supplier Kanban that initiates replenishment from external suppliers or outsourced manufacturers; and a customer Kanban signals from the customer to the manufacturer for finished goods or repl acement parts. Often tugger routes are introduced into the process to deliver materials as needed (regularly or on demand pull) from the warehouse to point of use.
acement parts. Often tugger routes are introduced into the process to deliver materials as needed (regularly or on demand pull) from the warehouse to point of use.
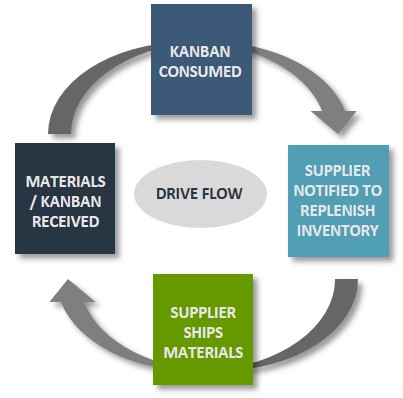
The eKanban system enables real-time, electronic signaling. As materials are received into inventory, they are scanned into the system – and, they are scanned again when consumed. Upon consumption of a Kanban, a signal is sent to a supplier or contract manufacturer, bypassing the standard procurement process and shortening cycle times.
Demand-Driven Manufacturing Reduces the Risk of VMI
OK, so eKanban can make VMI more functionally feasible and efficient than it was twenty years ago, but what about the risks inherent in VMI?
That’s where Demand-Driven Manufacturing comes in.
Technically, implementing Kanban replenishment signals doesn’t automatically qualify your approach as Demand-Driven Manufacturing. You could be in a traditional manufacturing environment using reorder point planning (ROP) to trigger replenishment. For example, your bin sizes are based on ROP calculations that have little to do with actual demand. Since the signal comes from downstream consumption, some would consider this to be pull manufacturing, but it is not in the same way that Lean or Demand Driven environments consider “pull”. Pull is getting close to the actual demand signal; the more inflated the bin sizes, the further the process is from pull – and the larger the bullwhip the process will create.
In true pull-based or Demand-Driven Manufacturing, replenishment is based on actual demand or consumption. (And some buffer stock which we talked about here.) Projected and actual demand, demand variability, and supplier reliability are monitored and inventory is right-sized to meet these specific attributes of the item. The allows Demand-Driven manufacturers to continually adjust their Kanban Loop sizes so they are always in alignment with demand, supply expectations and actuals. As variability is removed and lead-times are reduced, the Kanban Loop adjusts to become one step closer to demand.
Demand-Driven Manufacturing makes VMI far more attractive for your suppliers. They understand that the signals they receive for replenishment aren’t based on some pie-in-the-sky forecast that will leave them sitting on tons of materials in the supply chain that they will eventually have to write off. And, it puts you in a better position to negotiate the kinds of service levels agreements (SLAs) you need to reduce the risks associated with supplier variability.
If you’d like to learn more about eKanban, here are a few additional resources:
White Paper: Gaining Control: Exploring Push vs. Pull Manufacturing
Article: Moving From a Manual to an eKanban System
Case Study: Continuous Improvement Immersion Plus the Right Tools Proves Profitable for Dynisco