By Trey Jordan, Senior Software Consultant
Enterprise Resource Planning (ERP) has been around for decades. You’d think, by now, the industry would have it figured out. Yet, every year, we hear news about ERP implementations that fail. For every one of these high-profile flops, there are many, many more implementations that simply fail to live up to expectations.
At some point in their Lean journey, nearly every manufacturer faces the same decision: Do you take the time to fix or replace your broken ERP systems or just keep working around them?
Is “Rip and Replace” Really Worth the Effort?

If you’re even a modest-sized manufacturing enterprise, you’ve probably already sunk hundreds of thousands of dollars into your ERP system. If you add up everything including the software costs, implementation, training, maintenance fees, etc., the actual figures can get pretty scary.
Perhaps even worse than the costs, though, is the chaos that typically surrounds an ERP implementation. Some years ago, Gartner created a model called the Hype Cycle that they used to represent the life cycle of a technology. Though the intent was to represent technology as a whole, I think it also pretty well represents what we see in a typical ERP implementation. The only difference is that many manufacturers never emerge from the Trough of Disillusionment.
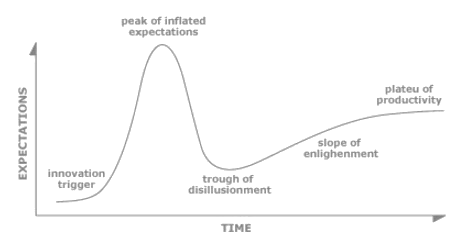
Gartner Hype Cycle
Does Your ERP Implementation Meet Expectations?
Depending on what study you reference, roughly three-quarters of ERP implementations fail to some degree. Many studies look specifically at whether or not the implementation finished on-time and on-budget. They often fail to consider whether the ERP system helps the organization achieve its desired objectives. If that were factored in, I suspect the percentages of “does not meet expectations” implementations would climb even higher, especially in manufacturing.
The challenge is that Lean Manufacturing, which unquestionably can help manufacturers achieve a wide variety of bottom-line benefits, requires a pull-based approach that is tied to customer-demand (throughput). ERP systems, with their forecast-driven, push-based approach to resource planning and production scheduling, aren’t necessarily designed to support a Lean environment. Even most ERP systems that claim to support Lean Manufacturing are still built around push-manufacturing, with pull implemented using a variety of add-ons and workarounds.
Interestingly, if you do a Google search on why ERP implementations fail, you will get lots of different answers, from lack of executive support to poor change management practices to unrealistic expectations. All of these may be valid, but they fail to address the core underlying issue: the ERP system wasn’t designed to work in a Lean Manufacturing environment.
Even if ERP systems were easier to implement, success isn’t likely to be achieved even with a new ERP system when success is measured against desired outcomes such as increased velocity and reduced inventory levels. So, why would anyone go through the hassle of replacing their ERP system as part of their Lean journey?
ERP: What is it Good For?
Now that I’ve completely ripped apart the concept of ERP, let me head back in the other direction for a moment. While ERP doesn’t do particularly well at resource planning and production scheduling, it does have its uses.
For most organizations, ERP is the system of record for all financial transactions and information. As things happen in the business, e.g., something is bought, sold or produced, these events trigger financial transactions that flow through the ERP system and eventually to the general ledger.
In addition, ERP is also the backbone of the sales system. Whether your sales team is using the sales order module that comes with your ERP system or add-on applications for configuration, pricing, and quotes, the ERP system is the system of record for master files such as bills of material, pricing and customer information.
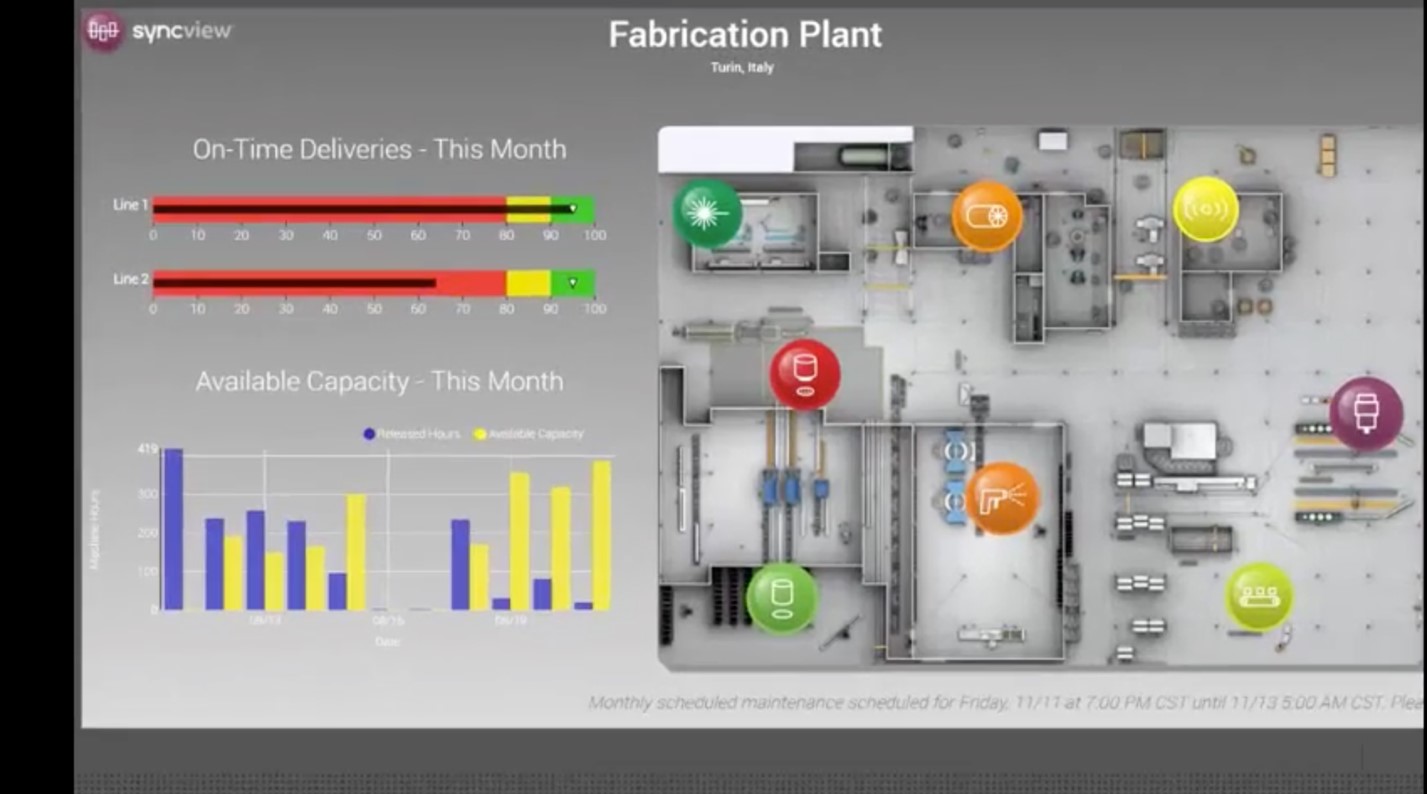
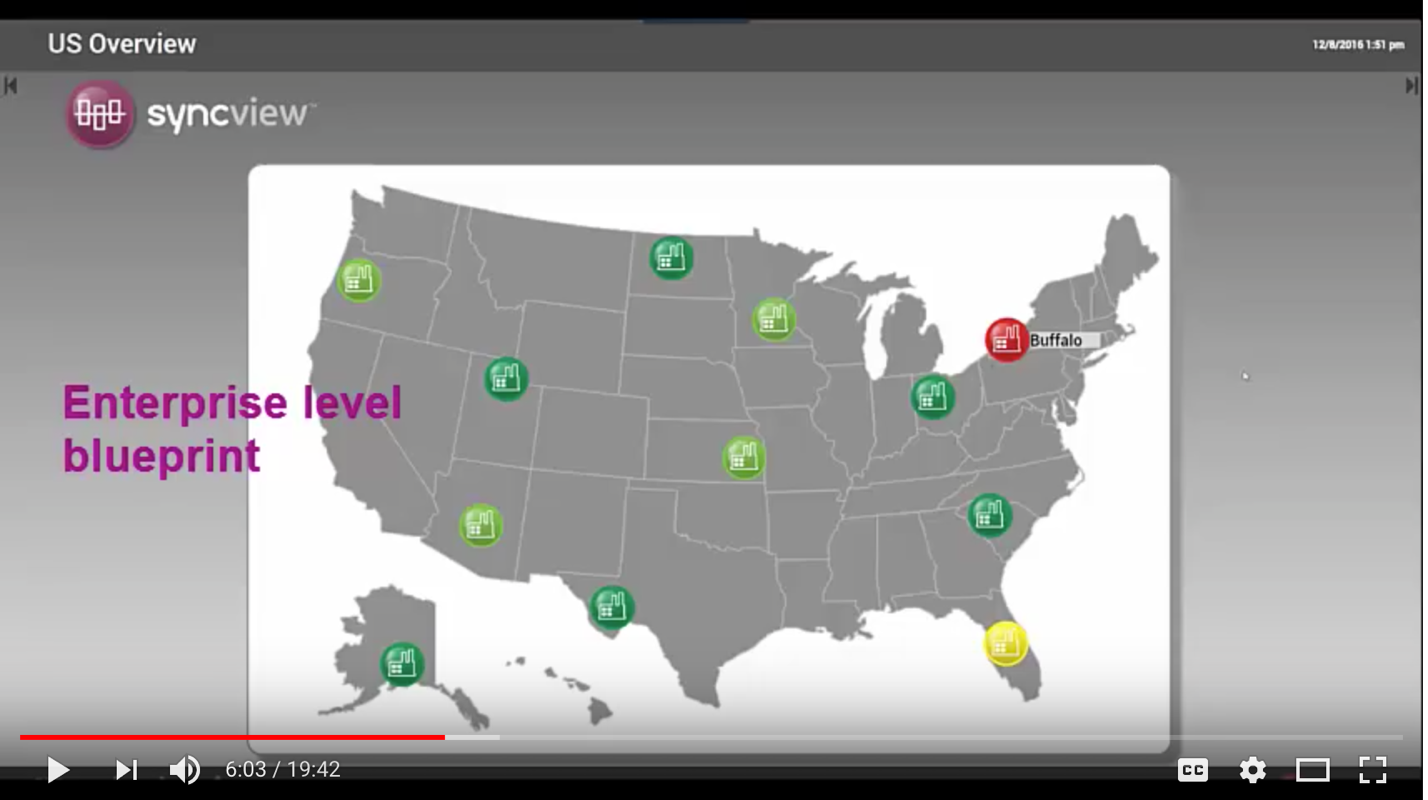
Likewise, your current ERP system can create a solid backbone for a Lean implementation as it can provide the master data information needed and collect the financial transactions that result from production. You just need to overcome the inherent shortcomings of ERP in a Lean environment. For example, SyncManufacturing synchronized planning, scheduling and execution software (part of the Synchrono® Demand-Driven Manufacturing Platform) sits on top of your current ERP application(s), giving you the power to transform a push-based production environment into to a demand-driven, pull environment. It doesn’t really matter which ERP you use; SyncManufacturing can accept data from any source – even multiple ERP systems.
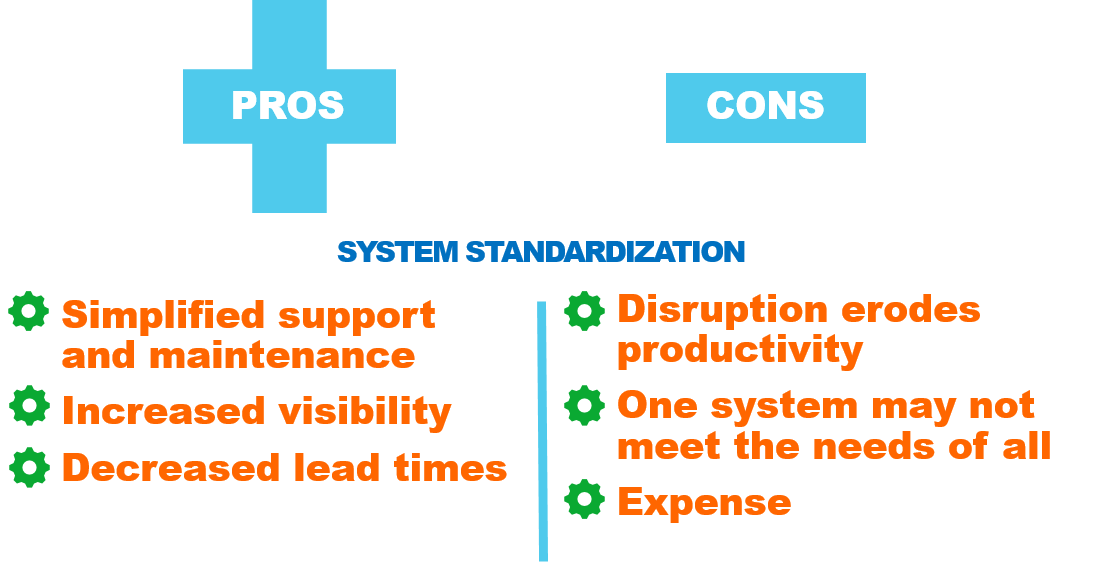
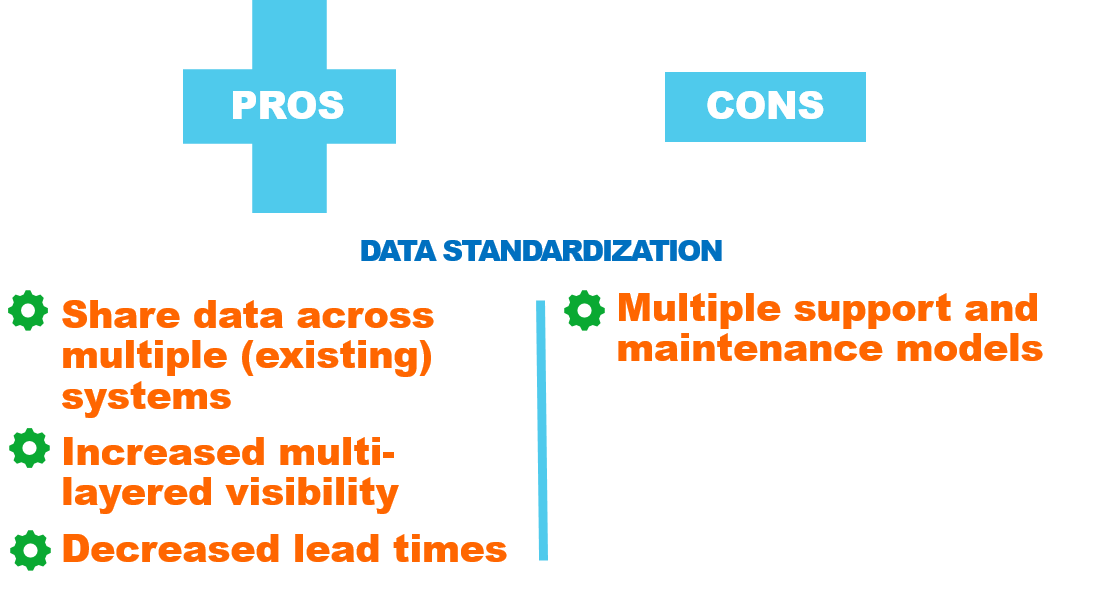
Related post: The Pros and Cons of Consolidating ERP Systems
But What if You Don’t Have ERP?
Occasionally, I will run across a manufacturer that doesn’t have an ERP system at all. Much of the time, the manufacturer started out as a small job shop using no more than a simple financial system and a few spreadsheets to manage their operations. Over the years, the business grew, and perhaps even changed manufacturing modes, but their systems didn’t quite keep up.
The question I often get from this type of manufacturer is a bit different. They want to know: Do I need to implement ERP at all in a Lean environment?
 The answer is not necessarily. Technically, all master data (resources, items, BOMs, routings, inventory, purchase orders, and sales orders) can be entered and maintained directly into SyncManufacturing planning, scheduling and execution software. SyncManufacturing is also creating inventory transactions as parts are produced, consumed, received, and shipped. The business will probably want some sort of financial system of record to collect financial transactions and produce reports, but it is not strictly necessary to have even that to implement Lean using SyncManufacturing software. It is certainly not necessary to have MRP or production scheduling functionality in place before implementing Lean.
The answer is not necessarily. Technically, all master data (resources, items, BOMs, routings, inventory, purchase orders, and sales orders) can be entered and maintained directly into SyncManufacturing planning, scheduling and execution software. SyncManufacturing is also creating inventory transactions as parts are produced, consumed, received, and shipped. The business will probably want some sort of financial system of record to collect financial transactions and produce reports, but it is not strictly necessary to have even that to implement Lean using SyncManufacturing software. It is certainly not necessary to have MRP or production scheduling functionality in place before implementing Lean.
Still have doubts? That’s not unusual. Early in our careers, most of us were taught that getting MRP right was the key to improving results. It’s hard to give up MRP and ERP, if not totally, at least as the keys to all our operational challenges. But no matter where you are in your journey, I welcome your questions and comments. Please add them below or reach out to me directly, and I will do my best to respond to each and every one.


 Three Ways Leaders Create Lean
Three Ways Leaders Create Lean