 Demand-Driven Manufacturing seems like it was made for Make/Assemble-to-Order and Engineer-to-Order environments. It’s true that Demand-Driven Manufacturing can be beneficial for manufacturers who already produce goods based on customer demand because it improves their responsiveness to customers and lowers lead and cycle times.
Demand-Driven Manufacturing seems like it was made for Make/Assemble-to-Order and Engineer-to-Order environments. It’s true that Demand-Driven Manufacturing can be beneficial for manufacturers who already produce goods based on customer demand because it improves their responsiveness to customers and lowers lead and cycle times.
Demand-Driven Manufacturing is a method of manufacturing where production is based on actual customer orders (demand) rather than a forecast.
But what about Make-to-Stock environments? These manufacturers also produce goods based on customer demand, but instead of actual demand, production is typically based on forecasted demand. Considering our definition of Demand-Driven Manufacturing – a method of manufacturing where production is based on actual customer orders rather than a forecast – it seems like that would preclude the Make-to-Stock manufacturer from taking advantage of Demand-Driven Manufacturing principles, right?
Not at all.
The challenge in MTS environments is replenishment lead time.
That is, the lead time provided by the customer is less than the lead time needed to complete the finished good. Given this, MTS Demand-Driven Manufacturers use their forecast to establish a stock buffer. Production execution, however, is based on actual demand. The stock buffer provides just-in-time materials to complete the order, ensuring there are no delays in responding to the demand signal. Here’s how it looks:
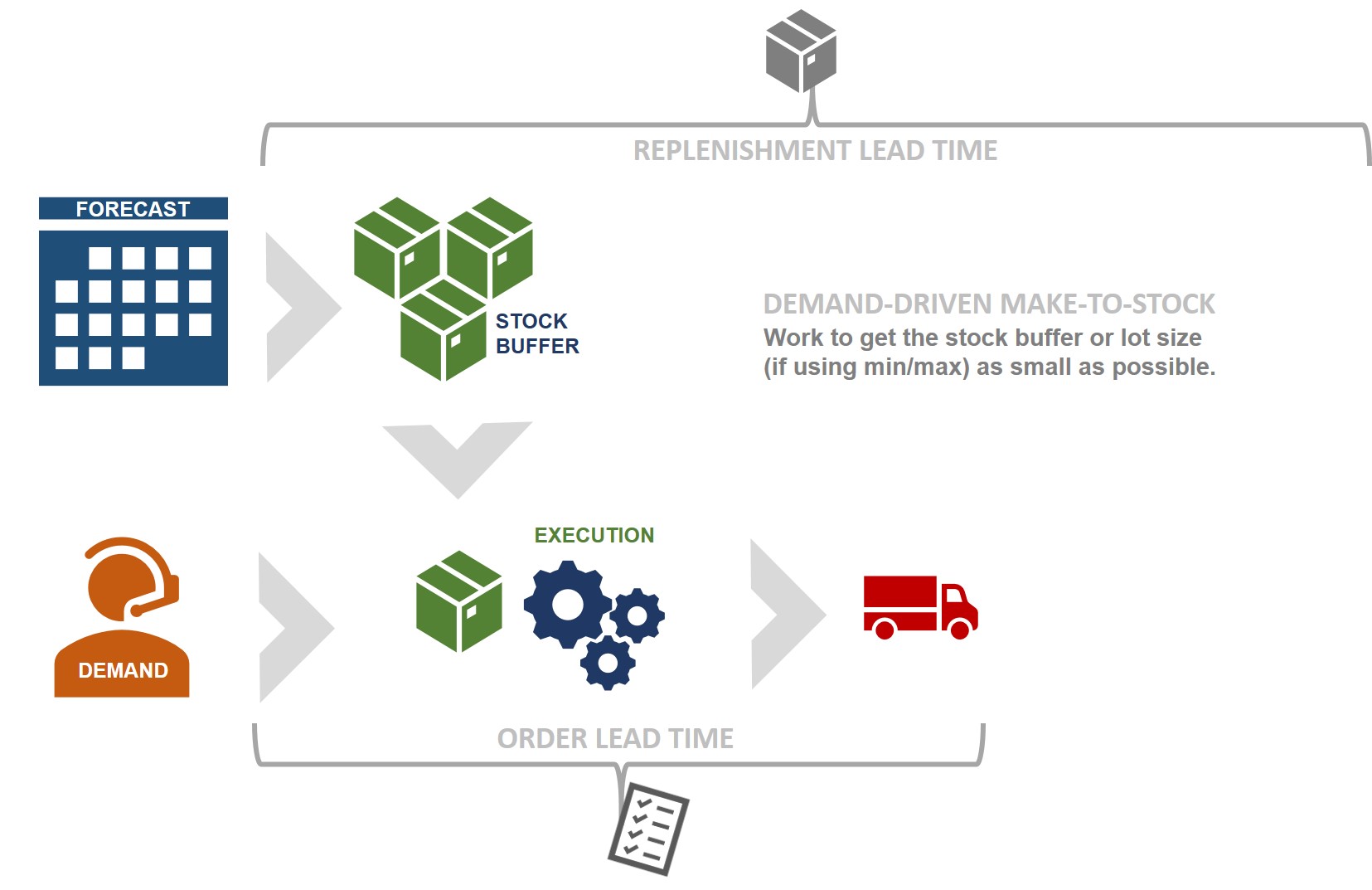
MTS manufacturers apply Lean/Demand-Driven strategies to make the stock buffer as small as possible. This reduces carrying costs and the potential for waste. As we’ve covered other posts, eKanban software is a great way to not only reduce lead times, but inventory costs. If considering eKanban, you will want to check out Real-world Advice for Getting Started on eKanban.
Lower lead times are one of the primary benefits we see in manufacturers who implement components of the Synchrono Demand-Driven Manufacturing Platform (see the sidebar for other benefits). For example, Dynisco, an instrumentation manufacturer, reduced their lead times from 12 weeks to 2. Rex Materials Group reduced their lead times from 3-4 weeks to less than five days in some cases. You can read their case studies and those from several more customers on our website.
Other ways MTS manufacturers benefit
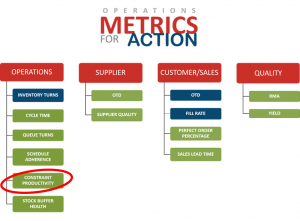
As noted in the graphic here, Demand-Driven Manufacturing adds tremendous value to MTS environments in a variety of ways.
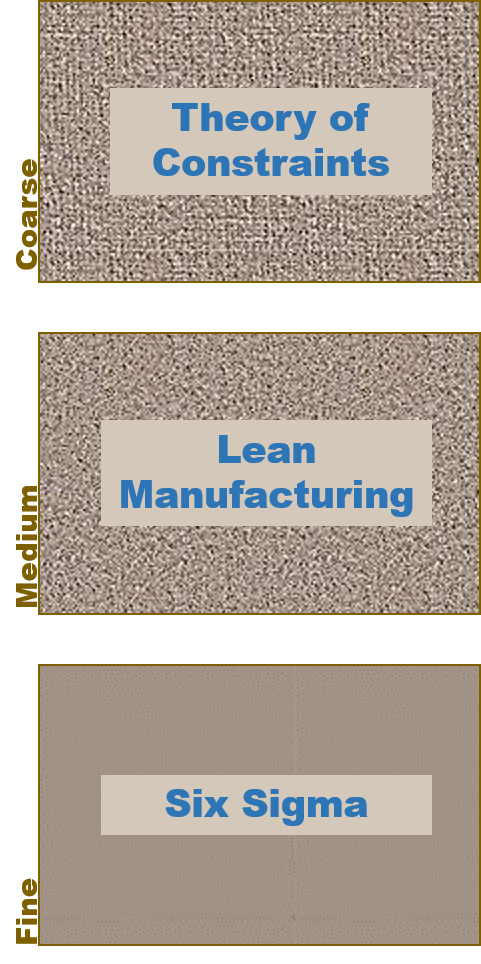
For example, one of the strategies of Demand-Driven Manufacturing is constraints management – adapted from the Theory of Constraints (TOC). According to the TOC, there are a limited number of resources in any manufacturing environment that limits the manufacturer’s ability to meet demand (e.g., the constraint(s)). Scheduling production flow to the capacity of the constraint resource(s) improves overall production flow and on-time delivery rates.
To show how we work to manage constraints, we’ve posted a short video on YouTube – Manage Manufacturing Constraints and Optimize Production Flow with CONLOAD.
Here are some additional resources that can help you explore Demand-Driven Manufacturing and what it might mean for your organization. And, as always, reach out to us with any questions you have, or if you’d like to discuss a pilot project.
Website: Why Demand-Driven Manufacturing?
White paper: Demand-Driven Manufacturing—Metrics that Drive Action
Video: What is Demand-Driven Manufacturing?
<a href=”http://scapac.aggregage.com/?cmd=best-badge-article&g=87&b=5380&a=7745138&n=4&p=v&s=s&c=” target=”_blank”><img src=”http://scapac.aggregage.com/?cmd=get-best-badge&g=87&b=5380&a=7745138&n=4&p=v&s=s” alt=”Supply Chain APAC Best Article” title=”Supply Chain APAC Best Article” border=”0″ ismap/></a>